焊缝感应加热淬火和自回火处理工艺。
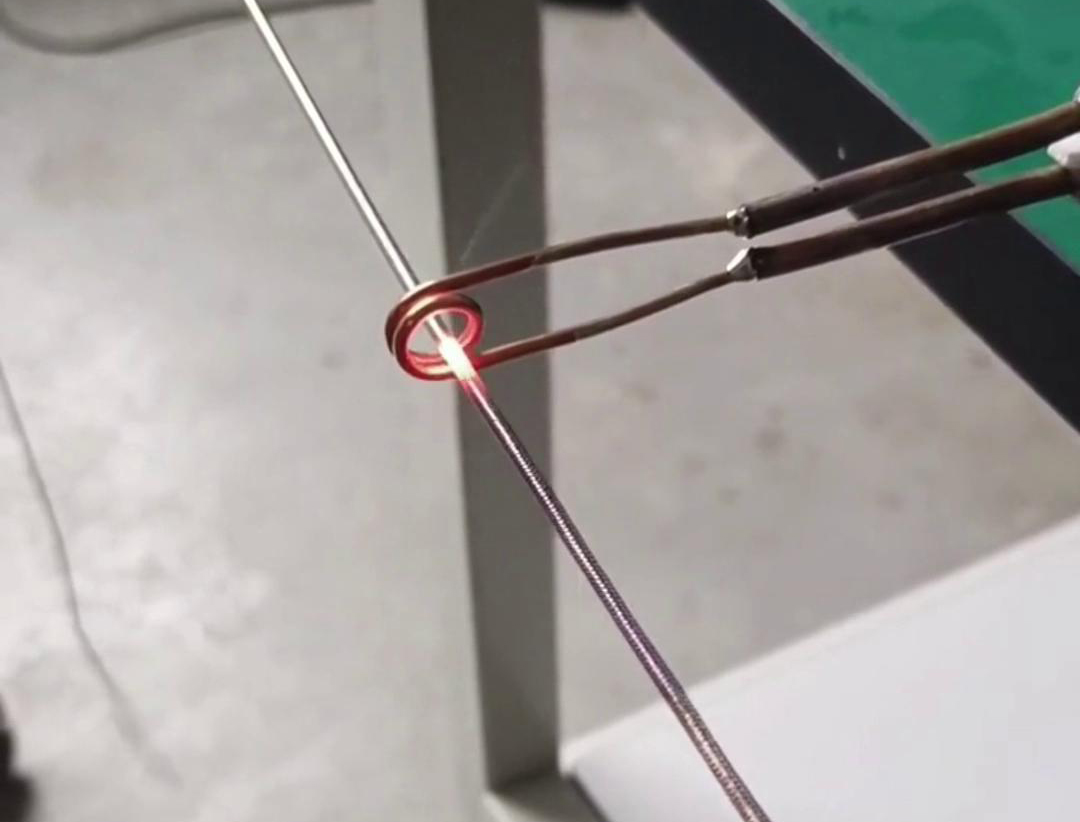
(1)焊缝局部感应加热淬火及自回火处理示范。
该装置配置在管道生产线上,焊缝由多个横向磁场加热到淬火温度。淬火处理采用输送辊道,最终淬火温度保持在规定范围内。空冷后,焊缝淬火和自回火处理完成,设备也可离线。

(2)焊缝淬火工艺参数。
焊管直径408mm×7.Imm,局部加热淬火温度为900~950℃,高温下立即喷淋淬火10~30s。焊缝加热区宽度为20~25mm。淬火终止温度控制在300~200℃。淬火终止温度的控制应根据不同壁厚的焊管,通过协调喷淋冷却强度和焊管前进速度,通过实际生产试验确定。
(3)控制焊缝回火。
淬火终止后,焊缝在大气中冷却,在250~150℃自行低温回火,温度低于150℃时进行快速冷却。完成淬火和自回火处理的全过程。
|联系海拓
第一时间了解我们的新产品发布和最新的资讯文章。 广东海拓智能科技有限公司,是国内较早研制中高频感应加热设备的生产厂家,集聚多位专业从事感应加热设备工程师专家、集研发、设计、生产制造、销售、服务于一体民营企业。已经通过 CE认证,ISO9001体系认... 您有什么问题或要求吗?
点击下面,我们很乐意提供帮助。 联系海拓