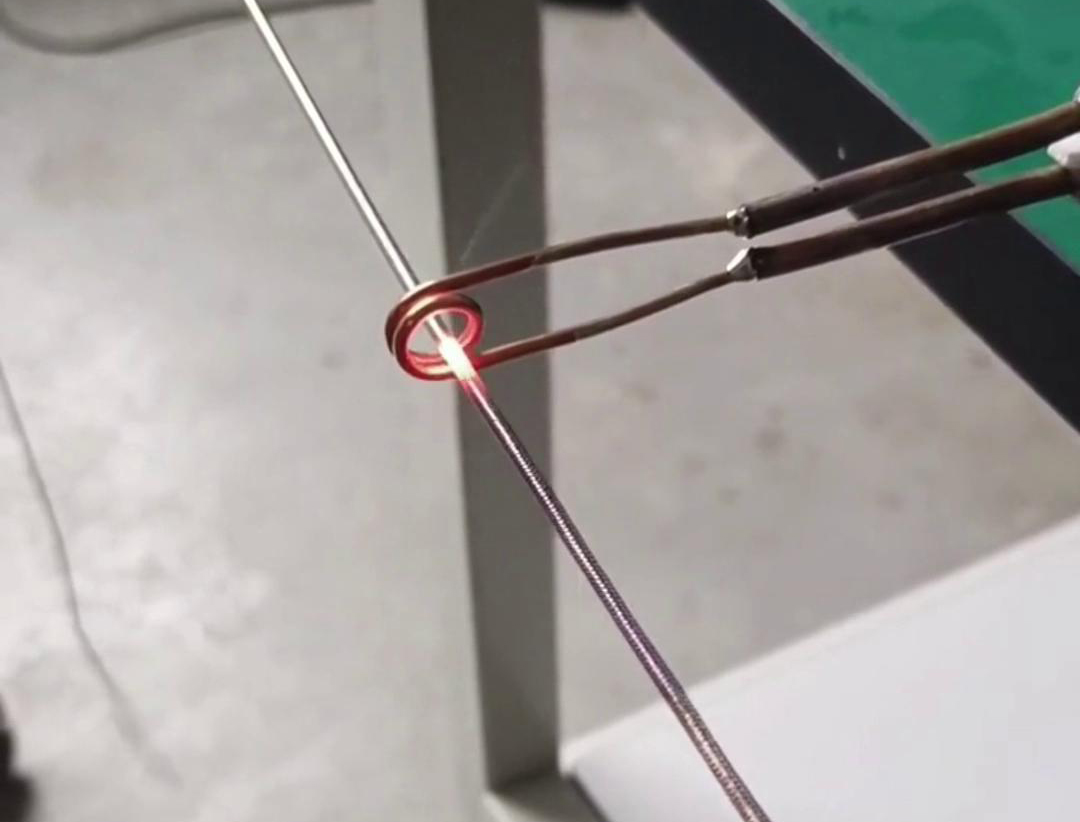
在开展一定深层的表层加热时应当务求用涡流“透入式加热”将会短的時间内做到要求的加温深层。依据淬硬层深层挑选加温時间为1.5s,比输出功率(p)为1.7,电机轴淬火归属于高频淬火机持续加温淬火,能够根据更改钢件与感应器的相对性移动速率来更改加温時间。
感应高频淬火机
在具体制造中,大部分状况是高频淬火机頻率过高,选用以下方式 确保在表层但是热标准下得到较深的加温层:减少比输出功率,增加加温時间;提升钢件和感应器间的空隙(3mm),增加加温時间;另外加温时选用时断时续加热法,提升导热時间;开展加热,在炉中加热到600-700℃后再移到感应器中开展终加温。

海拓高频淬火机
为防止造成淬火裂痕,务必严控高频淬火机冷却時间,使钢件即能得到充足的表层强度,又不冷透,能够运用钢件內部残留的发热量开展210-240℃自淬火。持续淬火时,可根据调节感应器与工件的相对性挪动速率、空隙、喷水孔与钢件径向的交角更改钢件的预冷時间。在独立设定洒水圈时,根据更改其与高频淬火机感应器的间距,就可做到预估的预冷時间。 |