感应加热钎焊机钎焊时,钎料是在钎剂彻底熔融后5~10s即刚开始熔融,这时候更是钎剂的特异性高峰期。这类间隔时间关键在于钎剂及其钎料自身的熔融溫度,还可以根据加温速率来做好一定的调整。迅速加温将减少钎剂和钎料的熔融溫度间隔时间,迟缓加温则增加二者的间隔时间。

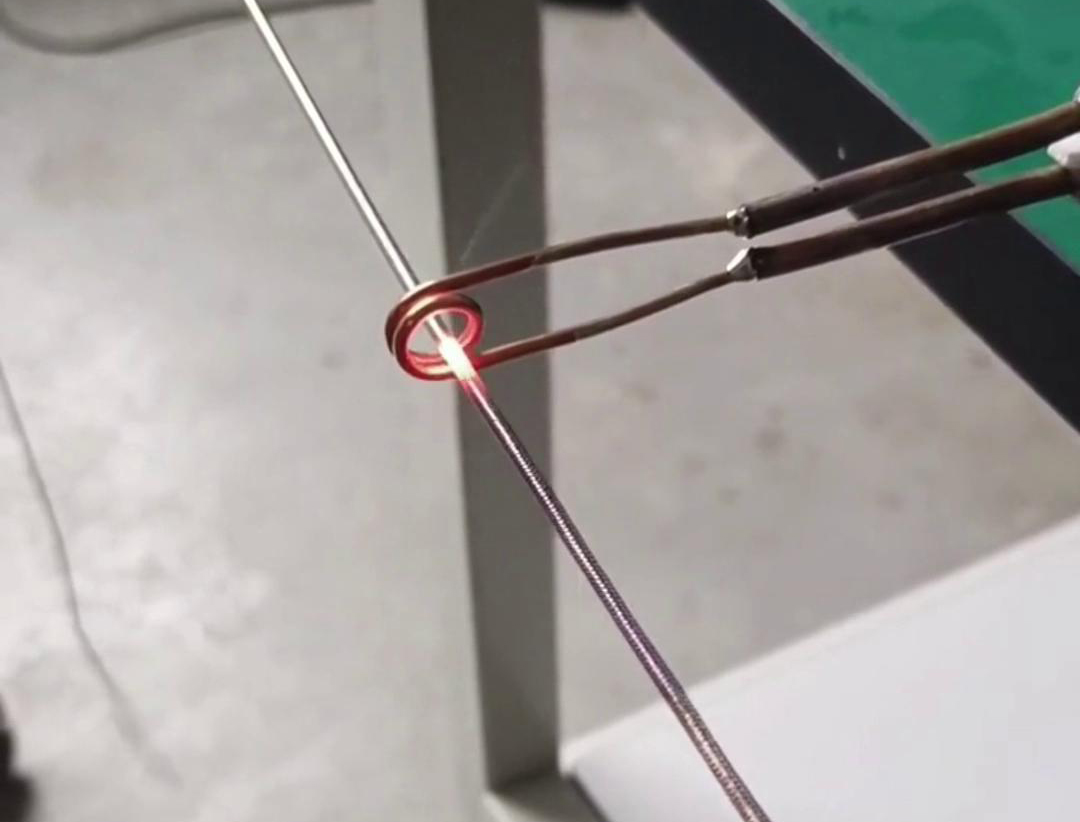
感应加热钎焊机设备
针对提温速率迟缓的钢件, 感应加热钎焊机钎剂的熔融溫度要挑选较多者,提温变慢,应挑选钎剂熔融溫度越多者,有时候乃至略超出钎料高效液相线的溫度。钎剂过早地熔融将使钎料熔融时跟不上钎剂的特异性高峰期。

感应加热钎焊机厂家
针对熔融溫度区段大的钎料,即钎料的固相线和高效液相线的溫度间隔很远, 感应加热钎焊机纤焊时必须迅速加温,不然刚开始熔融的低熔一部分随钎缝外流而造成熔析,留有一个不熔的钎料瘤,这时候钎剂刚开始的熔融溫度理应挑选较多者, 感应加热钎焊机设定贴近或稍高于钎料的固相线以延迟钎剂特异性高峰期来临的時间,进而防止钎料低中熔一部分的太早外流。 |