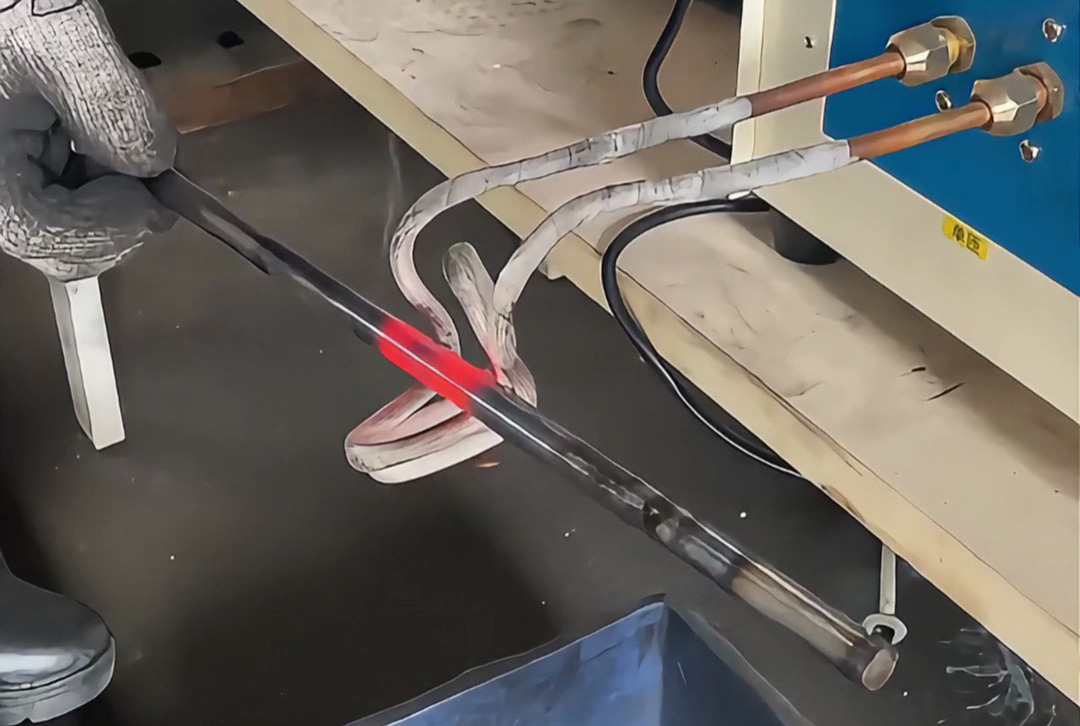
铁饼(如锻造毛坯、轴承座坯料)在热加工(锻造、热处理)中需快速、均匀升温,超音频感应加热技术(频率 20-50kHz)凭借 “能量穿透深、加热效率高” 特性,成为铁饼加热的优选方案,尤其适配对加热速度与温度均匀性要求严格的锻造、热处理工序,其技术优势与行业应用值得深入解析。
")
铁饼多为中碳钢(45#)或合金钢(40Cr),厚度通常 50-200mm,传统加热(燃煤炉、燃气炉)存在 “升温慢、温差大、能耗高” 等问题,超音频加热通过以下特性实现突破:
超音频频率介于高频(趋肤效应强,硬化层浅)与中频(穿透深但加热慢)之间,能在铁饼内部形成 “深度涡流”,使热量从表层向芯部均匀传导。以直径 300mm、厚度 100mm 的铁饼为例:
- 超音频加热至 1100℃(锻造温度)仅需 15-20 分钟,芯表温差≤30℃;
- 传统燃煤炉需 60-90 分钟,芯表温差常超 100℃,易导致锻造后晶粒大小不均。
这种均匀性对后续锻造至关重要 —— 可减少铁饼因局部过热导致的开裂风险,锻件合格率提升至 98% 以上。
超音频感应加热直接使铁饼自身发热(无热传导损耗),热效率达 65%-75%,较燃煤炉(热效率≤30%)节能 50% 以上。同时,加热速度快(单块铁饼加热时间缩短至传统工艺的 1/3-1/4),配合自动上料机构,可实现 “连续加热 - 锻造” 流水化生产,单班(8 小时)产能从传统工艺的 200 块提升至 500-600 块。
通过 PLC 智能控温系统,可根据铁饼后续工序精准设定温度:
")
超音频加热技术在铁饼加工中的应用覆盖多个关键环节:
")
超音频加热在铁饼加工中,完美填补了高频与中频的应用空白:
| 加热方式 | 频率范围 | 铁饼加热适配性 | 核心优势场景 |
|---|
| 超音频加热 | 20-50kHz | 厚度 50-200mm 铁饼,芯表温差≤30℃ | 中大型铁饼锻造、热处理 |
| 高频加热 | 50-500kHz | 厚度≤30mm 铁饼,表层加热快但芯部难透 | 薄壁铁饼表面淬火 |
| 中频加热 | 1-10kHz | 厚度≥200mm 铁饼,加热慢但穿透最深 | 特大型铁饼热透(如轧机牌坊毛坯) |
")
超音频加热技术对铁饼的高效处理,本质是通过 “频率适配” 实现 “加热速度与均匀性的平衡”,既避免高频 “表热芯冷” 的缺陷,又解决中频 “加热过慢” 的效率问题。在金属加工行业追求 “节能、高效、精准” 的当下,超音频加热成为铁饼热加工的 “最优解”,其广泛应用不仅提升了生产效率,更推动了热加工工艺向 “绿色化、智能化” 升级。
|