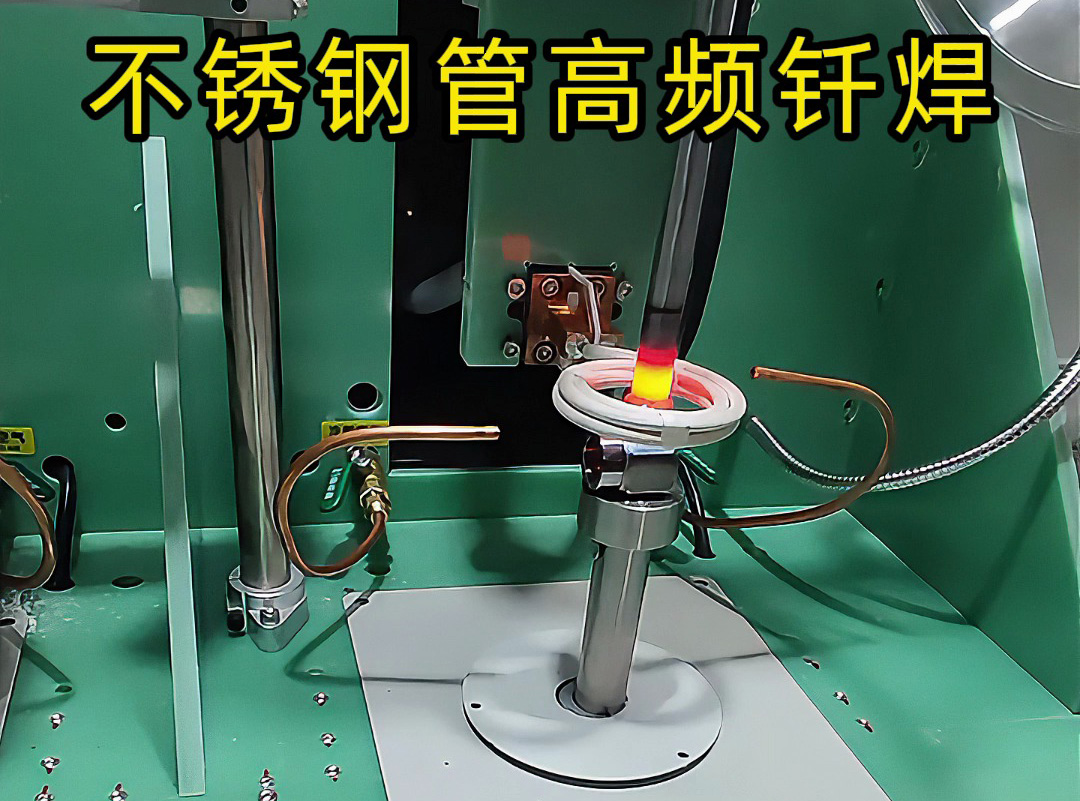
铜管与不锈钢管因物理化学性质差异大,高频钎焊是实现二者可靠连接的优选方式,该工艺通过精准控制加热、适配专用钎料和规范操作流程,能解决不锈钢氧化膜难破除、两种金属热膨胀系数不同等问题,以下是具体操作流程和技术要点:
")
1. **焊接前准备**
1. **工件预处理**:不锈钢管表面的Cr₂O₃氧化膜会阻碍钎料润湿,先用80#砂纸将焊接区域打磨至粗糙度Ra≤1.6μm,再用300W功率的丙酮超声清洗5分钟,去除残留杂质;铜管则用10%稀硫酸浸泡30秒去除氧化层,之后用蒸馏水冲洗干净,直至表面呈现均匀金属光泽,避免油污、氧化层影响焊接牢固度。
2. **钎料与辅助材料选择**:优先选用含Ni的银基钎料如BAg45CuZnNi,这种钎料能同时与铜和不锈钢形成良好冶金结合。可将0.15mm厚的钎料制成环形预置件,其内径比铜管外径大0.2mm,方便精准定位。同时可搭配松香基无氟助焊剂,既能提升钎料铺展性,后续残留物还可溶于酒精,无需水洗,符合环保要求。
3. **设备调试**:选用15 - 30kW、频率200 - 400kHz的高频感应加热设备,搭配分体式C型感应线圈,不锈钢侧线圈截面设为10×5mm,铜侧设为8×4mm,线圈表面镀银以增强导电性。此外需调试双光路红外测温系统,不锈钢侧测温波长设1.0μm,铜侧设0.8μm,同时准备带氩气吹扫装置的工装夹具,将氩气流量预设为5 - 8L/min,保障焊接时氧含量≤10ppm。
2. **正式焊接操作**
1. **定位固定**:把预处理好的两根管子放在陶瓷定位工装夹具上,校准位置确保同轴对齐,同轴度误差控制在≤0.1mm,再用磁性定位块将钎料环精准固定在焊接区域,避免焊接中钎料移位。
2. **梯度加热焊接**:启动设备后先以60%功率给不锈钢侧预热3秒,升温至400℃破除表面氧化膜;接着全功率同步加热8秒,使焊接区域温度升至780℃,让钎料充分熔融并通过毛细作用填充焊缝间隙;之后调至70%功率保温5秒,促进金属元素扩散,减少气孔缺陷。加热中依靠PID温度闭环控制系统,将温度偏差控制在±3℃内。
3. **惰性气体保护**:加热和保温过程中,持续开启氩气保护系统,在焊接区域形成惰性氛围,防止铜和不锈钢高温下再次氧化,避免焊缝出现氧化夹杂问题。
3. **焊后处理与质量检测**
1. **冷却处理**:焊接完成后,以30%功率进行10秒随炉梯度降温,避免快速冷却因两种金属热膨胀系数差异产生残余应力,防止接头开裂。严禁用水直接冷却,否则会破坏焊接结构。
2. **质量检测**:先观察焊缝表面是否平整光滑,有无气孔、夹渣等缺陷;再通过金相显微镜观察,合格接头应形成厚度≥5μm的Cu - Ni - Steel扩散层;最后做力学与耐压测试,要求拉伸强度≥210MPa,1.6MPa水压下保压30分钟无泄漏,若用于耐腐蚀场景,还需做盐雾测试,确保24小时内失重率≤0.5mg/cm²。
联系海瑞拓
第一时间了解我们的新产品发布和最新的资讯文章。 广东海瑞拓自动化有限公司是一家专注于高端工业装备研发、制造与销售的高新技术企业。公司扎根于制造业底蕴深厚的广东省,致力于为全球金属加工及制造业客户提供高效、精密、可靠的热处理自动化解决方案。公司拥有强... 您有什么问题或要求吗?
点击下面,我们很乐意提供帮助。 联系海瑞拓