 English
English感应加热设备生产厂家
专注感应加热自动化设备研发与生产
全国服务热线188-2034-4050
全国服务热线188-2034-4050
 [行业新闻] 广东惠州客户订购80KW高频淬火机 日期:21-06-28 点击:9 好评:0
[行业新闻] 广东惠州客户订购80KW高频淬火机 日期:21-06-28 点击:9 好评:0
5月底,同事接到从广东惠州打来的一个电话。手机里,客户告诉我同事说,他在网上看到了我们的供应信息,根据上面的联系方式找到了我们。经沟通得知,客户要求对轴进行淬火热处理。轴径60毫米,长度150毫米,淬火深度要求2毫米。...
 [感应淬火] 高频淬火机工件为什么会变形呢 日期:21-04-02 点击:61 好评:0
[感应淬火] 高频淬火机工件为什么会变形呢 日期:21-04-02 点击:61 好评:0
由于高频淬火机淬火速度极快,加热均匀,正好满足了如今越来越广泛使用的各种淬火配件。通过快速加热和快速冷却金属材料,获得只有表面硬化层的马氏体。虽然可以采用多种方法控制变形量,但不能完全消除变形问题。那么为什么高频淬火机工件会变形呢?...
 [感应淬火] 高频淬火机厂家哪家好 日期:21-03-12 点击:15 好评:0
[感应淬火] 高频淬火机厂家哪家好 日期:21-03-12 点击:15 好评:0
东莞是中国齿轮淬火加工技术比较发达的地区,而且在东莞市范围内,又以大岭山的齿轮淬火厂多见,因此很多客户在加工齿轮淬火时,大多选择大岭山的齿轮淬火厂。所以大岭山淬齿机加工厂哪家强? ...
 [感应淬火] 齿轮高频淬火机-提高其硬度 日期:21-02-24 点击:24 好评:0
[感应淬火] 齿轮高频淬火机-提高其硬度 日期:21-02-24 点击:24 好评:0
高频淬火机齿轮的制造材料和热处理过程对其承载能力及尺寸重量有很大的影响。20世纪50年代前,齿轮多用碳钢,60年代改用合金钢,而70年代多用表面硬化钢。按硬度,齿面可区分为软齿面和硬齿面两种。...
 [感应淬火] 齿轮高频淬火机-免费送货上门 日期:21-02-23 点击:22 好评:0
[感应淬火] 齿轮高频淬火机-免费送货上门 日期:21-02-23 点击:22 好评:0
在实际生产中,由于齿轮高频淬火机齿轮结构的多样性,感应加热淬火的感应器是多种多样的,包括感应器带喷水圈、独立喷水圈。火焰喷嘴的制作稍简便一些。感应器与火焰喷嘴经过试淬火后...
 [感应淬火] 中小型高频淬火机-淬火快速冷却方法 日期:21-01-22 点击:28 好评:0
[感应淬火] 中小型高频淬火机-淬火快速冷却方法 日期:21-01-22 点击:28 好评:0
中小型高频淬火机冷却方法淬火加热后必须快速冷却,以抑制合金在慢冷时必然会析出的第二相。如果出现第二相,固溶体的过饱和度就会下降,肘效效果就会削弱。因此,淬火时冷却速度越快越好...
 [感应淬火] 小型高频淬火机-厂家直销 日期:21-01-05 点击:12 好评:0
[感应淬火] 小型高频淬火机-厂家直销 日期:21-01-05 点击:12 好评:0
在小型高频淬火机上,通过细化晶粒和改变马氏体形貌,使组织奥氏体晶粒细化,使马氏体变细,晶界增大。...
 [感应淬火] 高频淬火机-齿轮渗碳变形的影响 日期:20-12-24 点击:19 好评:0
[感应淬火] 高频淬火机-齿轮渗碳变形的影响 日期:20-12-24 点击:19 好评:0
高频淬火机厂如何防止淬火介质对渗碳齿轮变形的影响,冷却介质性能要好。理想的淬火介质应该满足:在“C”曲线的鼻尖处(600℃上下),冷速足够大;在马氏体点M。...
 [感应淬火] 高频淬火机生产厂家-做好预热处理 日期:20-12-24 点击:15 好评:0
[感应淬火] 高频淬火机生产厂家-做好预热处理 日期:20-12-24 点击:15 好评:0
高频淬火机生产厂家通过采用先进设备、精选原材料、做好预热处理(等温正火)、消除热前应力、热前齿轮倒棱与修形、渗碳时合理装夹、优化工艺、优化淬火介质...
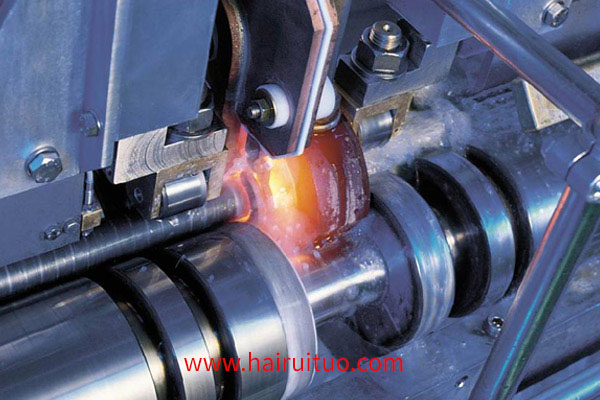 [感应淬火] 曲轴高频淬火机-加热温度均匀一致 日期:20-12-11 点击:18 好评:0
[感应淬火] 曲轴高频淬火机-加热温度均匀一致 日期:20-12-11 点击:18 好评:0
曲轴高频淬火机齿轮加热时,合适的电流频率能使齿顶与齿根温度均匀一致。当电流频率过高时,齿顶温度偏高;当电流频率过低时,齿根温度会偏高。只有当频率与齿轮模数相适应时才能得到沿齿廓分布的硬化层...
电话:0769-82893876 手机号:135-9272-9337 188-2034-4050
展厅地址:广东省东莞市大岭山镇莞长路大岭山段692号
生产地址:广东省东莞市大岭山镇杨屋工业区联丰巷92号
长三角办事处:江苏苏州市吴江区盛泽镇西二环众鑫城
感应加热设备生产厂家,海瑞拓欢迎来电咨询!
公司主要生产经营 中频感应加热设备 高频感应加热设备 超音频感应加热设备 超高频感应加热设备
中频熔炼炉 中频锻造炉 高频焊机 高频钎焊机 高频淬火设备 自动化淬火机床 厂家直销 价格优惠 质量保证

 粤公网安备 44190002003728号
粤公网安备 44190002003728号
扫一扫
加微信 试样试机
全国服务热线
13592729337