后台有粉丝咨询:“手里有个大型方钢要做退火折弯,不知道高频机能不能搞定?” 明确告诉大家,完全可以!不过因为我们目前没有和粉丝需求匹配的大型方钢现货,所以先找了一根小型方钢做加热演示,让大家直观了解高频机退火折弯的核心流程。需要特别说明的是,实际处理大型方钢时,具体方案要根据方钢的尺寸(边长、长度)、材质(如 Q235、45 号钢)以及折弯工艺要求(退火温度、折弯角度)来定制,确保退火充分、折弯顺利。
")
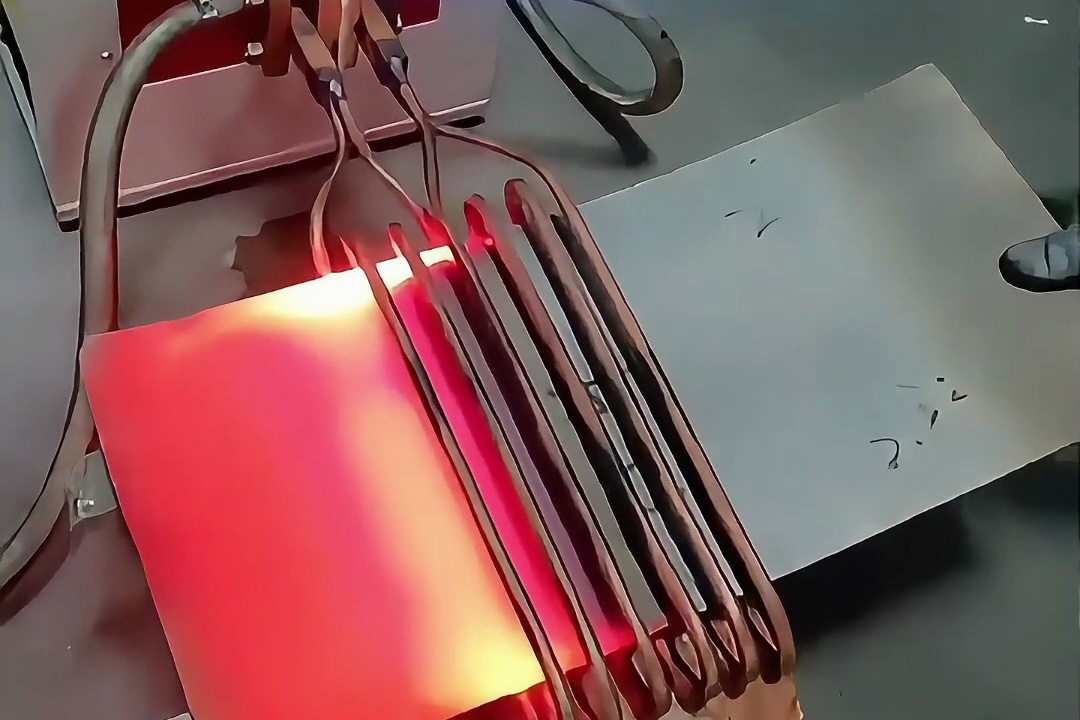
演示时,我们用海瑞拓高频机搭配定制的 “U 型感应线圈”—— 线圈开口刚好能卡住方钢,确保加热区域(方钢需要折弯的部位,长度约 50mm)能被磁场均匀覆盖。启动设备后,设定加热功率 35kW,通过高频感应让方钢折弯部位快速发热,并用红外测温仪实时监测温度。仅用 12 秒,方钢加热区域的温度就升至 650℃(Q235 钢退火的适宜温度),此时用手触摸方钢未加热部位仍保持常温,说明热量精准集中在需要退火的区域,没有过度传导造成能源浪费。
")
")
联系海瑞拓
第一时间了解我们的新产品发布和最新的资讯文章。 广东海瑞拓自动化有限公司是一家专注于高端工业装备研发、制造与销售的高新技术企业。公司扎根于制造业底蕴深厚的广东省,致力于为全球金属加工及制造业客户提供高效、精密、可靠的热处理自动化解决方案。公司拥有强... 您有什么问题或要求吗?
点击下面,我们很乐意提供帮助。 联系海瑞拓